5 lỗi thường gặp khi đúc ép phun nhựa và cách khắc phục
Trong sản xuất ép phun nhựa, khuôn mẫu và máy ép nhựa chỉ là một phần của hệ thống, phần còn lại nằm ở sự hiểu biết và tinh chỉnh của con người. Mỗi chi tiết nhựa khi ra khuôn đều phản ánh sự chính xác của thiết kế, độ ổn định của máy, và cả kinh nghiệm vận hành. Tuy nhiên, trong thực tế, các lỗi như thiếu nhựa, cháy bề mặt, bavia hay cong vênh vẫn thường xuất hiện, gây ảnh hưởng đến năng suất và chất lượng sản phẩm.
Tại Đông Dương, chúng tôi coi việc phân tích và khắc phục lỗi ép phun không chỉ là xử lý sự cố, mà là quá trình hoàn thiện, từng bước hướng đến độ chính xác và độ bền vững của khuôn.
Bài viết dưới đây chia sẻ 5 lỗi thường gặp trong ép phun nhựa cùng những kinh nghiệm thực tế để khắc phục hiệu quả, giúp doanh nghiệp duy trì sản xuất ổn định và đạt chất lượng cao nhất.
Các lỗi thường gặp khi ép phun nhựa áp lực
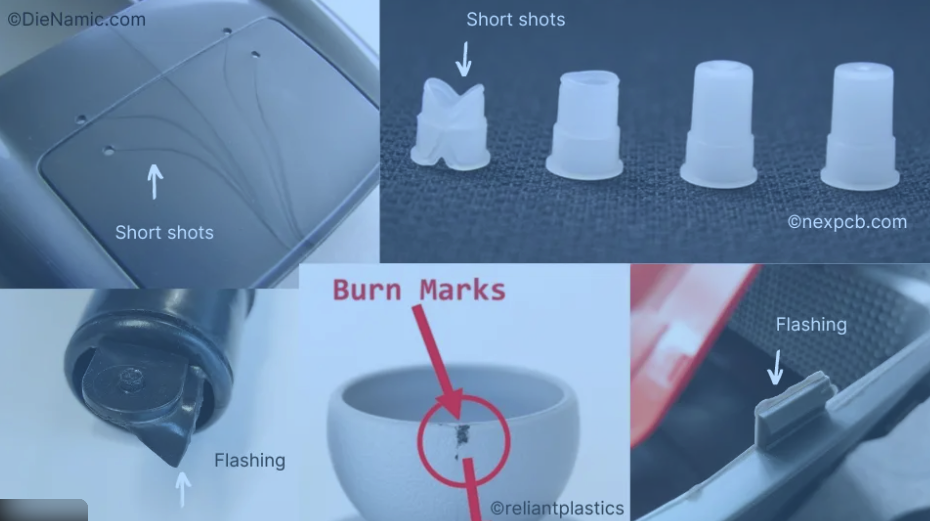
Lỗi thiếu nhựa trên sản phẩm ( short shot )
Trong quá trình ép phun, lỗi thiếu nhựa thường được nhận biết dễ nhất: sản phẩm không điền đầy lòng khuôn, thiếu góc cạnh, hoặc có phần bề mặt chưa tạo hình hoàn chỉnh. Dù nhìn qua đơn giản, nhưng đây lại là một lỗi tổng hợp, liên quan đến nhiều yếu tố từ vật liệu, máy ép, đến thiết kế khuôn.
Nguyên nhân phổ biến:
- Nhiệt độ nhựa chưa đủ cao, khiến độ chảy kém, vật liệu đông lại trước khi điền đầy lòng khuôn.
- Áp suất hoặc tốc độ phun thấp, không đủ lực để đẩy nhựa đi xa trong các kênh dẫn hẹp.
- Lỗ thoát khí kém hiệu quả, làm khí bị nén trong khuôn và cản trở dòng chảy nhựa.
- Thiết kế kênh dẫn và điểm phun chưa hợp lý, đặc biệt với sản phẩm mỏng hoặc có biên dạng phức tạp.
Cách khắc phục hiệu quả:
Trước tiên, cần kiểm tra điều kiện đúc ( thông số đúc trên máy nhựa), tăng nhẹ nhiệt độ nhựa, tăng áp suất phun hoặc kéo dài thời gian giữ áp để đảm bảo nhựa điền đầy khuôn.
Tiếp đến, xem xét lại hệ thống thoát khí, đặc biệt ở các vị trí xa cổng phun. Trong nhiều trường hợp, chỉ cần mở thêm khe thoát khí nhỏ (0.01–0.02 mm) đã giúp khắc phục đáng kể tình trạng thiếu nhựa.
Bên cạnh đó, việc gia công và bảo dưỡng khuôn định kỳ cũng rất quan trọng. Sau một thời gian sử dụng, các chi tiết như bạc dẫn hướng, chốt định vị, chốt hồi có thể bị mòn nhẹ, làm sai lệch độ kín khít của khuôn và ảnh hưởng đến đường chảy nhựa. Tại Đông Dương, chúng tôi luôn khuyến nghị khách hàng kiểm tra toàn bộ hệ thống khuôn song song với điều chỉnh thông số ép, để đảm bảo sản xuất ổn định và kéo dài tuổi thọ khuôn.
Sản phẩm đúc bị cháy ( burn mark )
Lỗi cháy sản phẩm đúc trong ép phun thường biểu hiện bằng vết sậm màu, xém đen hoặc cháy bóng trên bề mặt chi tiết nhựa. Những vết này không chỉ làm giảm tính thẩm mỹ mà còn ảnh hưởng đến cơ tính, khiến sản phẩm dễ giòn hoặc gãy khi chịu tải.
Nguyên nhân phổ biến:
- Khí bị nén trong lòng khuôn, không thoát ra kịp khi nhựa điền đầy. Khi dòng nhựa tiếp tục tiến vào, lượng khí bị ép nén và sinh nhiệt cục bộ, gây cháy.
- Tốc độ phun quá nhanh hoặc áp suất phun cao, khiến dòng nhựa xung kích mạnh, tạo ra ma sát lớn tại các vị trí hẹp.
- Nhiệt độ nhựa hoặc khuôn quá cao, đặc biệt khi gia công các vật liệu nhạy nhiệt như ABS, PC hoặc POM.
- Vị trí cổng phun không hợp lý, khiến luồng nhựa xoáy hoặc bị dồn nén khí ở cuối dòng chảy.
Cách khắc phục hiệu quả:
Để xử lý lỗi này, cần điều chỉnh tốc độ phun về mức trung bình, giúp dòng nhựa di chuyển ổn định hơn. Giảm nhẹ nhiệt độ xi lanh hoặc nhiệt độ khuôn, đồng thời kiểm tra lại các vị trí thoát khí – đặc biệt là ở đầu dòng chảy và mép sản phẩm. Nếu khuôn thiếu khe thoát khí, nên gia công thêm rãnh thông khí nhỏ (0.02–0.03 mm) tại vùng cuối lòng khuôn.
Ngoài ra, Đông Dương luôn khuyến nghị kiểm tra và bảo dưỡng các chi tiết định vị khuôn, như bạc dẫn hướng, chốt trượt, ty dẫn, vì chỉ cần sai lệch vài phần trăm milimet cũng có thể khiến khuôn không đóng kín hoàn toàn, làm khí tích tụ nhiều hơn. Khi các linh kiện này được đảm bảo độ chính xác, dòng nhựa được dẫn ổn định, bề mặt sản phẩm sẽ sạch, mịn và đạt tiêu chuẩn kỹ thuật cao.
Có bavia tại vị trí mặt phân khuôn của sản phẩm ( bavia )
Bavia là hiện tượng nhựa tràn ra khỏi khe hở của khuôn, tạo thành viền mỏng ở mép sản phẩm. Tuy nhìn nhỏ, nhưng nếu xuất hiện thường xuyên, bavia không chỉ gây tốn thời gian xử lý mà còn ảnh hưởng đến độ kín, độ lắp ghép và thậm chí làm hỏng khuôn nếu không được khắc phục sớm.
Nguyên nhân phổ biến:
- Khuôn đóng không kín hoàn toàn, do mòn bạc dẫn hướng, chốt định vị hoặc lực kẹp khuôn không đủ.
- Áp suất phun quá cao, làm dòng nhựa vượt ra khỏi khe hở giữa hai tấm khuôn.
- Khe hở lắp ghép sai lệch trong quá trình chế tạo hoặc sau một thời gian sử dụng khuôn.
- Thiết kế thoát khí không hợp lý, khiến khí bị nén và đẩy nhựa ra ngoài mép.
Cách khắc phục hiệu quả:
Đầu tiên, cần kiểm tra độ song song và độ khít của hai tấm khuôn, đảm bảo khuôn đóng hoàn toàn trước khi ép. Điều chỉnh lại lực kẹp khuôn để phù hợp với áp suất phun thực tế – lực quá thấp dễ sinh bavia, nhưng lực quá cao lại làm mòn cơ cấu dẫn hướng nhanh hơn.
Tiếp theo, giảm áp suất phun hoặc thời gian giữ áp lực nhựa nóng chảy ở mức hợp lý. Trong nhiều trường hợp, chỉ cần giảm 5–10% áp suất là có thể hạn chế đáng kể lượng nhựa tràn. Nếu khuôn đã sử dụng lâu, nên kiểm tra lại các linh kiện khuôn mẫu như chốt, bạc, trục dẫn hướng – những chi tiết này giữ vai trò quan trọng trong việc đảm bảo độ kín và độ chính xác khi ép.
Sản phẩm cong vênh ( wraping )
Cong vênh là lỗi thường gặp nhất khi ép các chi tiết mỏng, dài hoặc có hình dạng bất đối xứng. Sản phẩm sau khi ra khuôn bị biến dạng, cong, vênh nhẹ hoặc không thể lắp khít với các chi tiết khác. Đây là lỗi “âm thầm” nhưng gây tổn thất lớn vì tỷ lệ loại bỏ cao và khó chỉnh sửa sau khi đã nguội.
Nguyên nhân phổ biến:
- Làm nguội không đều giữa các vùng của khuôn, khiến ứng suất bên trong sản phẩm không cân bằng.
- Thiết kế khuôn thiếu đối xứng hoặc bố trí điểm phun không hợp lý, dẫn đến hướng chảy nhựa lệch.
- Nhiệt độ khuôn và nhiệt độ nhựa chưa phù hợp, đặc biệt khi ép các vật liệu có độ co rút cao như PP hay PE.
- Áp suất giữ hoặc thời gian giữ chưa đủ, làm một số vùng không được nén chặt hoàn toàn trước khi đông đặc.
Cách khắc phục hiệu quả:
Để xử lý lỗi cong vênh, cần bắt đầu từ hệ thống làm mát của khuôn. Đảm bảo nước làm mát được phân bố đều ở cả hai nửa khuôn và nhiệt độ được kiểm soát ổn định. Tiếp đó, tối ưu vị trí điểm phun, sao cho dòng chảy được cân bằng, tránh dồn vật liệu về một phía.
Trong một số trường hợp, chỉ cần tăng thời gian giữ áp hoặc áp suất giữ là có thể cải thiện đáng kể độ ổn định hình dạng sản phẩm. Ngoài ra, nên kiểm tra lại độ song song của khuôn, vì chỉ cần lệch vài phần trăm milimet cũng đủ khiến sản phẩm co rút không đều.
Lỗ Khí trên sản phẩm đúc
Lỗi NG lỗ khí là hiện tượng xuất hiện những bọt rỗng nhỏ bên trong hoặc trên bề mặt sản phẩm nhựa, thường thấy ở các chi tiết có thành dày hoặc khối đặc. Dù nhỏ, nhưng lỗ khí có thể làm yếu kết cấu, khiến sản phẩm giòn, dễ nứt khi chịu lực hoặc va đập.
Nguyên nhân phổ biến:
- Hạt nhựa chưa được sấy khô đúng cách, hơi ẩm trong vật liệu bốc hơi khi gặp nhiệt, tạo bọt khí.
- Áp suất giữ nhựa trong vòi bơm trên máy ép không đủ hoặc thời gian giữ quá ngắn, khiến nhựa chưa kịp bù vào vùng co rút.
- Tốc độ phun quá cao, khiến dòng nhựa cuốn khí vào lòng khuôn.
- Thiết kế khuôn hoặc điểm phun chưa tối ưu, tạo vùng tích tụ khí ở giữa sản phẩm.
Cách khắc phục hiệu quả:
Bước đầu tiên là kiểm soát vật liệu đầu vào – hạt nhựa phải được sấy khô đúng tiêu chuẩn theo từng loại vật liệu (ABS, PA, PET, PC...). Tiếp đó, tăng áp suất giữ hoặc kéo dài thời gian giữ để đảm bảo nhựa được nén chặt và bù co rút đầy đủ. Với những sản phẩm có độ dày lớn, có thể cần phun nhiều giai đoạn để dòng nhựa điền đều và tránh cuốn khí.
Nếu lỗi vẫn lặp lại, nên xem xét lại thiết kế khuôn, đặc biệt là đường dẫn khí và cổng phun. Thêm khe thoát khí mảnh (0.02–0.03 mm) tại vùng cuối dòng chảy thường mang lại hiệu quả rõ rệt.
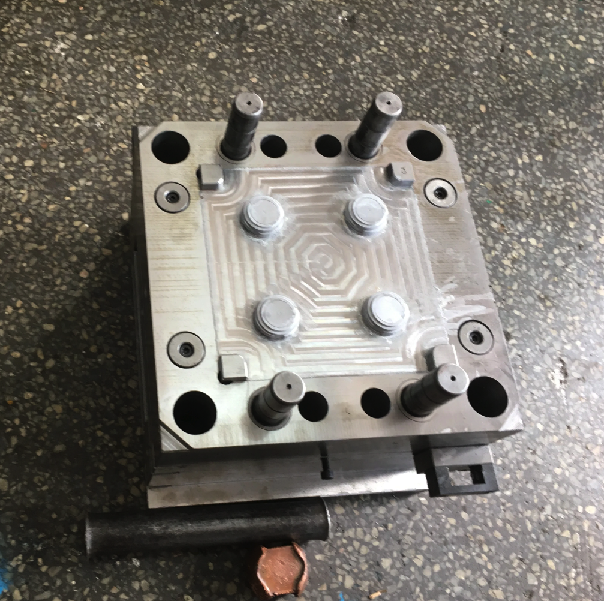
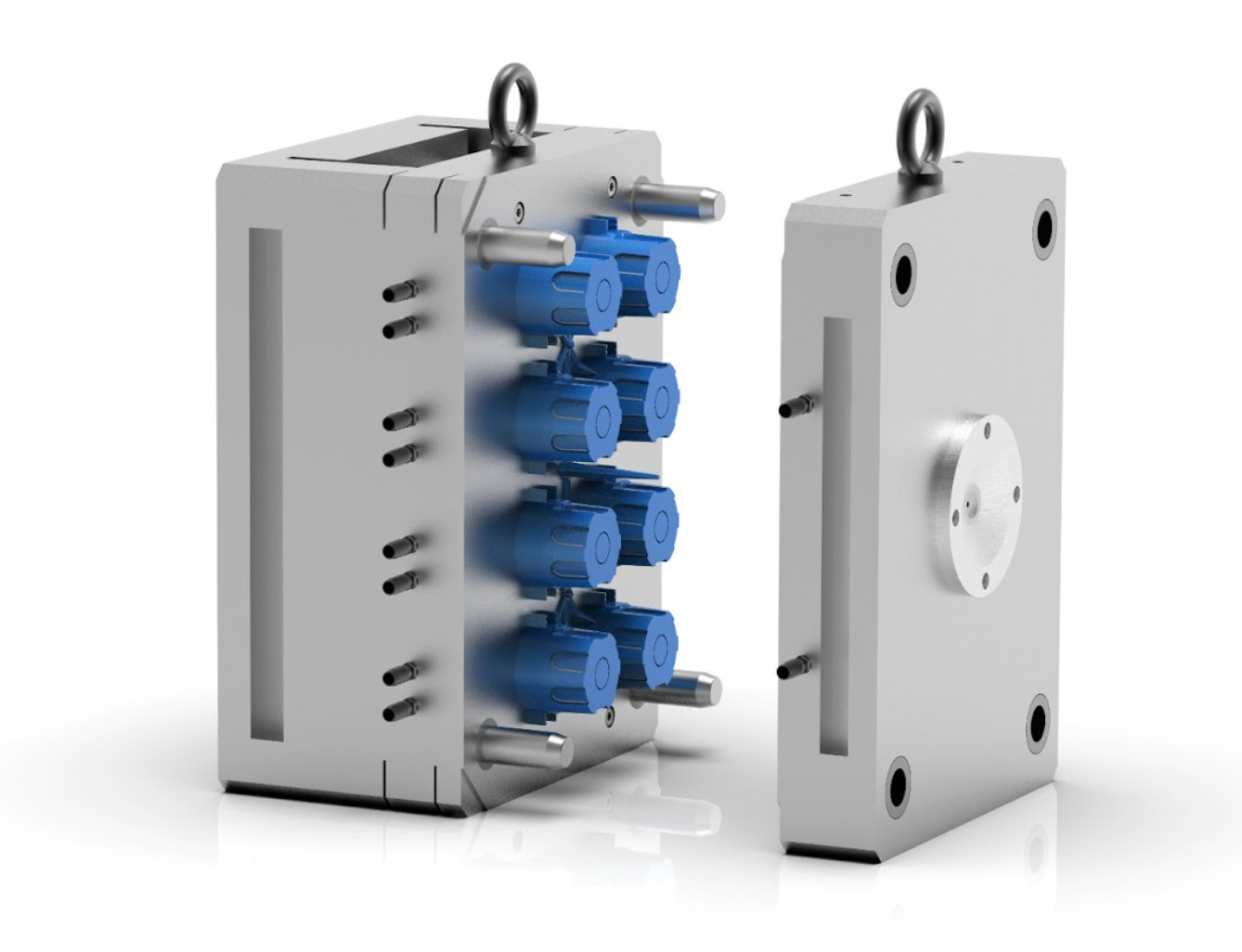
Vai trò của bảo dưỡng khuôn và vật tư chính xác
Trong sản xuất ép phun nhựa, khuôn là “trái tim” của cả hệ thống sản xuất. Một bộ khuôn tốt không chỉ tạo ra sản phẩm chính xác mà còn đảm bảo sự ổn định lâu dài cho dây chuyền sản xuất. Tuy nhiên, dù được chế tạo từ thép chất lượng cao, khuôn vẫn chịu mài mòn, biến dạng và hao tổn qua từng chu kỳ ép. Khi những sai lệch nhỏ không được phát hiện kịp thời, chúng dần dẫn đến các lỗi như thiếu nhựa, bavia hay cong vênh ... những vấn đề tưởng chừng thuộc về máy ép nhựa, thông số, nhưng lại bắt đầu từ khuôn.
Vì vậy, bảo dưỡng khuôn định kỳ và sử dụng linh kiện chính xác là yêu cầu không thể tách rời trong sản xuất. Những chi tiết tưởng nhỏ như trục bạc dẫn hướng, chốt định vị, lò xo khuôn, ty hồi, ống dẫn nước làm mát lại là yếu tố quyết định độ bền và độ ổn định của khuôn. Khi được thay thế, kiểm tra và căn chỉnh đúng thời điểm, khuôn hoạt động nhẹ nhàng, chính xác và kéo dài tuổi thọ gấp nhiều lần.
Tại Đông Dương, chúng tôi hiểu rằng chất lượng của mỗi sản phẩm ép phun bắt đầu từ sự tỉ mỉ trong từng chi tiết khuôn. Bằng kinh nghiệm thực tế trong 8 năm kinh nghiệm cho hàng ngàn khách hàng sản xuất khuôn mẫu và đúc ép nhựa, Đông Dương thấu hiểu những vấn đề của khách hàng hay gặp phải, chúng tôi có thể hỗ trợ tư vấn giúp doanh nghiệp vận hành ổn định, giảm lỗi và nâng cao hiệu suất toàn hệ thống.
Các bài viết liên quan
Dung sai lắp ghép chốt định vị
Công nghệ xử lý nhiệt bằng chân không