Công nghệ xử lý nhiệt bằng phương pháp chân không
Nhiệt luyện chân không là một công nghệ xử lý nhiệt hiện đại, được ứng dụng rộng rãi trong ngành gia công cơ khí chính xác, chế tạo gia công khuôn mẫu và gia công kim loại.
Phương pháp của cách nhiệt luyện này là tăng nhiệt độ lên bề mặt kim loại làm thay đổi cấu trúc tinh thể của bên trong kim loại, đôi khi làm thay đổi thành phần hóa học và kết cấu của tinh thể kim loại.

Trong nhà máy hiện nay, phương pháp nhiệt luyện chân không được xem là giải pháp tối ưu để nâng cao chất lượng các linh kiện khuôn, chày cối dập, dao cắt và các chi tiết chuyển động hay mài mòn, làm tăng hiệu suất gia công và tăng tuổi thọ của khuôn mẫu, chi tiết.

Nguyên lý của phương pháp nhiệt luyện chân không
Phương pháp nhiệt luyện chân không hoạt động dựa trên nguyên lý gia nhiệt kim loại trong môi trường có áp suất cực thấp, nơi hầu như không còn oxy và hơi nước. Trong điều kiện đó, bề mặt chi tiết kim loại được bảo vệ hoàn toàn khỏi hiện tượng oxy hóa, khử cacbon và biến màu, giúp giữ được độ sáng bóng tự nhiên của vật liệu.
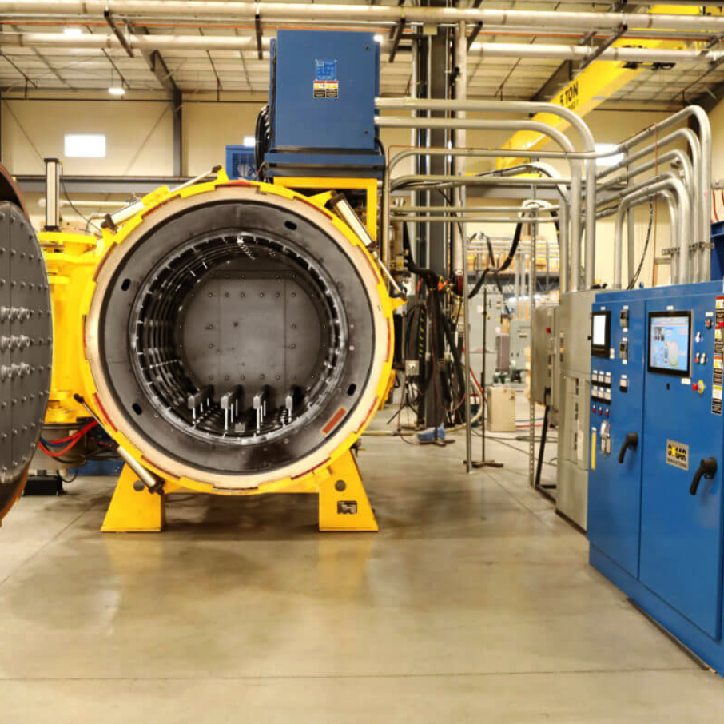
Khi bắt đầu quá trình, chi tiết được gia nhiệt bằng điện trở hoặc cảm ứng đến nhiệt độ xử lý tối ưu (tùy theo loại thép), sau đó được làm nguội nhanh bằng khí trơ như nitơ hoặc argon được nén ở áp suất cao. Nhờ sự kiểm soát chặt chẽ của hệ thống điều khiển nhiệt độ, áp suất và tốc độ làm nguội, cấu trúc tế vi của kim loại được chuyển hóa đồng đều, giúp chi tiết đạt độ cứng, độ bền và tính ổn định kích thước vượt trội.
Chính cơ chế hoạt động khép kín, sạch và chính xác này khiến nhiệt luyện chân không trở thành công nghệ tối ưu cho các chi tiết yêu cầu độ chính xác cao như khuôn ép nhựa, khuôn dập nguội, dao cắt và thép dụng cụ đặc biệt.
Ưu nhược điểm của phương pháp nhiệt luyện chân không


Ưu điểm:Phương pháp nhiệt luyện chân không được xem là bước tiến lớn trong ngành xử lý kim loại hiện đại.
Thay vì gia nhiệt trong môi trường khí thông thường, quá trình này diễn ra trong buồng chân không kín, giúp loại bỏ hoàn toàn oxy và tạp chất gây oxy hóa.
Nhờ đó, bề mặt chi tiết sau xử lý luôn sáng bóng, sạch, không bị muội hay biến màu — điều rất quan trọng với các linh kiện khuôn mẫu, chi tiết chính xác cao.
Không chỉ vậy, nhiệt độ và áp suất được điều khiển hoàn toàn tự động, giúp từng mẻ sản phẩm có chất lượng đồng đều.
Nhờ kiểm soát chặt chẽ quá trình nung và làm nguội, chi tiết hạn chế tối đa biến dạng, cong vênh và đạt độ cứng, độ bền mỏi cao hơn hẳn so với lò truyền thống.
Đặc biệt, công nghệ chân không giúp môi trường làm việc sạch hơn, thân thiện hơn với người vận hành, giảm đáng kể công đoạn tẩy rửa hoặc xử lý bề mặt sau nhiệt luyện.
Nhược điểm:
Tuy mang lại nhiều ưu thế kỹ thuật, nhưng nhiệt luyện chân không cũng có những điểm cần cân nhắc.
Hệ thống lò chân không có cấu trúc phức tạp, đòi hỏi đầu tư thiết bị và nhân lực kỹ thuật cao.
Việc vận hành, kiểm tra độ kín, và bảo trì bơm chân không định kỳ cũng là yếu tố bắt buộc để duy trì độ ổn định.
Ngoài ra, chi phí năng lượng và thời gian chu kỳ xử lý thường cao hơn so với lò thường, nhất là với các chi tiết có kích thước lớn.
Do giới hạn về thể tích buồng lò, việc xử lý hàng loạt số lượng lớn đôi khi chưa thật sự tối ưu.
Các bước trong nhiệt luyện chân không

Nhiệt luyện chân không là quá trình xử lý kim loại trong môi trường không có không khí (hoặc có áp suất cực thấp), nhằm cải thiện cơ tính, độ cứng và độ ổn định kích thước của chi tiết. Để đạt hiệu quả tối ưu, quy trình này được thực hiện qua các bước chính sau:
Bước 1: Chuẩn bị và vệ sinh chi tiết
Trước khi đưa vào lò, chi tiết cần được làm sạch dầu mỡ, bụi bẩn, gỉ sét và các tạp chất bề mặt.
Điều này giúp ngăn ngừa hiện tượng bốc hơi hoặc kết tủa trong buồng chân không, đồng thời đảm bảo bề mặt sau xử lý sáng, đồng đều và không bị bám cặn.
Bước 2: Xếp chi tiết vào lò chân không
Các chi tiết được xếp trên giá hoặc khay chịu nhiệt, giữ khoảng cách hợp lý để luồng nhiệt và khí bảo vệ (nếu có) được phân bố đều.
Tùy theo loại vật liệu và mục tiêu nhiệt luyện, có thể chọn gia nhiệt theo mẻ hoặc theo chu kỳ liên tục
Bước 3: Hút chân không và gia nhiệt
Sau khi đóng cửa lò, hệ thống bơm chân không hoạt động để loại bỏ không khí và hơi ẩm trong buồng xử lý.
Khi đạt mức chân không yêu cầu (thường từ 10⁻³ đến 10⁻⁵ Torr), giai đoạn gia nhiệt bắt đầu.
Các điện trở hoặc cảm ứng nhiệt sẽ tăng nhiệt độ theo chu trình được lập trình sẵn, đảm bảo tốc độ tăng đều và ổn định.
Bước 4: Giữ nhiệt (Tôi, Ram hoặc Ủ theo yêu cầu)
Khi đạt đến nhiệt độ mục tiêu, lò sẽ duy trì trong thời gian xác định để các nguyên tử bên trong vật liệu khuếch tán và tái cấu trúc.
Tùy mục đích:
Tôi chân không: Làm tăng độ cứng và chịu mài mòn.
Ram chân không: Ổn định tổ chức, giảm ứng suất sau khi tôi.
Ủ chân không: Làm mềm kim loại, dễ gia công về sau.
Bước 5: Làm nguội (Làm lạnh có kiểm soát)
Khi kết thúc chu kỳ giữ nhiệt, chi tiết được làm nguội nhanh bằng khí trơ (thường là Nitơ hoặc Argon) được thổi tuần hoàn trong buồng kín.
Hệ thống quạt công suất cao và bộ trao đổi nhiệt giúp đảm bảo tốc độ làm mát ổn định, tránh biến dạng, nứt hoặc cong vênh.
Bước 6: Kiểm tra và hoàn thiện
Sau khi nguội, chi tiết được lấy ra và kiểm tra độ cứng, màu sắc, kích thước, độ phẳng và độ bóng bề mặt.
Nếu đạt yêu cầu, sản phẩm có thể được chuyển sang các công đoạn tiếp theo như mài, đánh bóng hoặc lắp ráp khuôn.
Ứng dụng của nhiệt luyện chân không
Công nghệ nhiệt luyện chân không được ứng dụng rộng rãi trong các lĩnh vực đòi hỏi độ chính xác và độ tin cậy cao.
Tại Dong Duong Co., Ltd, phương pháp này được sử dụng chủ yếu cho các chi tiết khuôn mẫu, linh kiện cơ khí chính xác và dụng cụ cắt gọt, nơi yêu cầu bề mặt sáng, độ cứng ổn định và kích thước chính xác tuyệt đối.
Nhờ kiểm soát tốt môi trường xử lý, nhiệt luyện chân không đặc biệt phù hợp với thép hợp kim cao, thép không gỉ, thép khuôn nhựa (S136, NAK80, H13, SKD11...) và các vật liệu chịu tải trọng hoặc nhiệt độ lớn.
Quá trình này giúp tăng tuổi thọ khuôn, giảm hao mòn, và nâng cao chất lượng bề mặt sản phẩm sau gia công.
Không chỉ trong khuôn mẫu, công nghệ này còn được Đông Dương ứng dụng cho ngành công nghiệp chế tạo, hàng không, thiết bị y tế và tự động hóa, nơi mỗi chi tiết đều cần sự hoàn hảo đến từng micromet.
Tài liệu tham khảo về nhiệt luyện chân không
Vacuum Heat Treatment Fundamentals for the Non-Metallurgist
Giáo trình công nghệ nhiệt luyện và xử lý bề mặt - Tác giả Nguyễn Văn Dán
Sổ tay nhiệt luyện - Nguyễn Chung Cảng
Các bài viết liên quan
Quy trình thiết kế khuôn đột dập